How Enztec Reduced CNC Cycle Time by 16% Using Vericut Force Optimisation
This case study explains how Enztec, a New Zealand manufacturer of high-precision orthopaedic surgical instruments, used Vericut Force force-based optimisation to cut CNC cycle times by 16%, stabilise unattended machining, and free more than 1,800 hours of annual machining capacity; all without adding machines or labour.
Key Results Snapshot
• 16% average reduction in CNC cycle times on optimised programs
• 1,800+ hours of additional annual machining capacity unlocked
• More consistent tool wear and confidently defined tool life
• Reduced risk during lights-out and unattended machining
• Faster programming confidence through accurate machine models
 Enztec designs and manufactures high-precision orthopaedic surgical instruments for many of the world’s leading medical-device companies.
Enztec designs and manufactures high-precision orthopaedic surgical instruments for many of the world’s leading medical-device companies.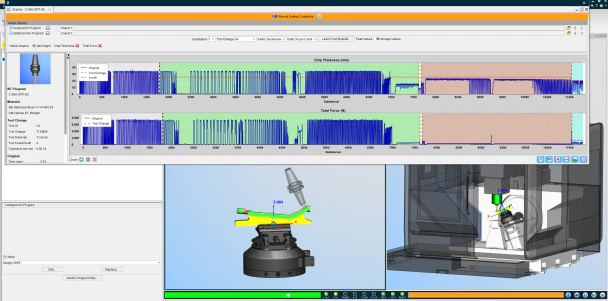 To close that gap, we introduced Vericut Force into our programming and verification workflow.
To close that gap, we introduced Vericut Force into our programming and verification workflow. By applying force-based optimisation to our repeat-running production programs, we have seen consistent and measurable improvements across our machining operations.
By applying force-based optimisation to our repeat-running production programs, we have seen consistent and measurable improvements across our machining operations.